
烟气脱白|脱硫脱硝,综合服务商技术咨询、设备定制、方案设计、施工运维,一站式服务
 咨询热线:15336797268
咨询热线:15336797268烟气脱白|脱硫脱硝,综合服务商技术咨询、设备定制、方案设计、施工运维,一站式服务
咨询热线:15336797268
垃圾焚烧厂的烟气治理难度极大,其烟气经余热回收、脱硫处理后,温度降至160-280℃,属于典型低温工况,且烟气成分极其复杂,含有高尘、高硫、重金属及二噁英等多种污染物,对脱硝工艺的稳定性、催化剂的耐受性要求极高,同时需严格控制二次污染,避免脱硝过程中产生新的污染物,影响周边生态环境与人体健康。中低温SCR脱硝 凭借低温适配、无二次污染、耐复杂工况的优势,成为垃圾焚烧厂烟气脱硝的核心适配方案。

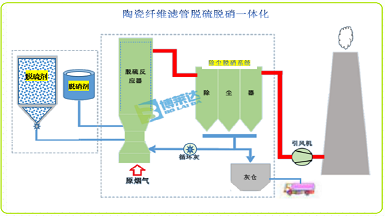
结合垃圾焚烧厂的烟气特点,对应的中低温脱硝工艺方案以中低温SCR脱硝工艺为主,核心围绕催化剂耐受性、二次污染防控、系统稳定性三大核心要点进行优化设计。催化剂选用耐高尘、抗中毒专用催化剂,采用蜂窝式多层布置方式,既提升了低温反应活性,又增大了反应接触面积,同时增强了对烟气中粉尘、硫化物、重金属的抵御能力,有效避免催化剂堵塞、中毒,确保系统长期稳定运行;严格控制反应温度在200-280℃区间,该温度区间既能保证脱硝反应高效进行,又能抑制二噁英再生,实现脱硝与二噁英防控双重目标,杜绝二次污染。
系统配置与运维方面,增设完善的
烟气预处理系统,通过高效除尘、酸性物质脱除等工艺,提前去除烟气中的粉尘、酸性物质及重金属杂质,为脱硝反应提供洁净环境,进一步延长催化剂使用寿命;配套高精度氨逃逸控制系统,实时监测氨逃逸浓度,精准调整还原剂喷注量,将氨逃逸控制在极低水平,避免氨逃逸过高引发设备腐蚀、堵塞,同时减少氨气浪费,降低运行成本;设置智能运维监测系统,实时监测催化剂活性、烟气参数、系统运行状态,及时预警异常情况,便于企业及时处理,确保脱硝系统连续稳定运行。
综上,垃圾焚烧厂的
中低温SCR脱硝工艺,核心是“低温高效+抗复杂工况+二次污染防控”,完美适配垃圾焚烧烟气的治理需求。该工艺可实现脱硝效率达90%以上,NOx排放稳定满足超低排放要求,同时有效抑制二噁英再生,无二次污染。博莱达可根据垃圾焚烧厂的处理规模、烟气参数、排放要求,定制专属中低温脱硝方案,提供全流程设计、施工、运维服务,助力垃圾焚烧厂实现无害化、减量化、资源化处理,践行绿色环保理念。







 赣公网安备 36010602000103号
赣公网安备 36010602000103号
