
烟气脱白|脱硫脱硝,综合服务商技术咨询、设备定制、方案设计、施工运维,一站式服务
 咨询热线:15336797268
咨询热线:15336797268烟气脱白|脱硫脱硝,综合服务商技术咨询、设备定制、方案设计、施工运维,一站式服务
咨询热线:15336797268
垃圾焚烧厂烟气排放温度常年处于120-360℃低温区间,氮氧化物治理是烟气净化达标的核心要求,而传统SCR脱硝技术依赖300℃以上高温工况,应用于此场景时需额外配置升温设备,不仅增加设备投资与日常运行能耗,还易干扰原有烟气处理系统的稳定运行。超低温SCR脱硝工艺专为低温烟气工况设计,可直接适配垃圾焚烧厂120-360℃的烟气环境,无需额外升温即可高效脱除NOₓ,是适配垃圾焚烧厂低温烟气治理的节能型解决方案。

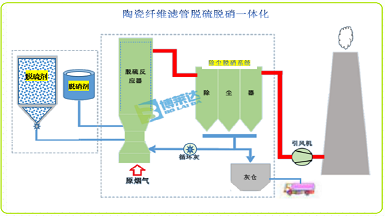
超低温SCR脱硝技术可无缝对接垃圾焚烧厂现有烟气处理流程,工艺依托专用成型与焙烧核心技术,以硅基专用载体构建高效活性结构,配合20%浓度氨水的精准雾化喷射,在120-360℃低温区间内即可完成NOₓ与NH₃的选择性催化还原反应,将氮氧化物转化为无害的氮气和水。全程无重金属、无有毒成分,绿色无二次污染,设备采用防火等级A级不燃材料,适配烟气处理系统的固定床设备,无需对厂区现有生产及烟气处理系统做大规模改造,烟气直接接入即可投用,不影响厂区正常运营。
针对垃圾焚烧厂的烟气特性与运营需求,该技术具备多重适配优势。
120℃即可实现稳定脱硝,省去升温设备的投入与升温能耗,大幅降低垃圾焚烧厂环保运维的电力、热能消耗,尤其适合无富余余热的焚烧厂工况;配套专用低温催化剂具备优异的疏水性,能有效抵御垃圾焚烧烟气的高湿特性,避免催化剂受潮失活,且催化剂可回厂再生,特定条件下清洗后能恢复90%以上催化性能,再生周期超2年,大幅减少催化剂更换成本。
同时,设备的运维难度低、成本可控,日常仅需监测压差与温度两项核心指标,维修保养流程简单,催化剂采用自然投放、重力填充的方式,装卸简便,无需专业运维团队,降低厂区人力管理投入;
脱硝效率可达80%-99%,能稳定满足现行垃圾焚烧烟气NOₓ超低排放标准,氨逃逸严格控制在<3ppm,避免铵盐堵塞后端除尘、脱硫设备,保障整套烟气净化系统的长期连续稳定运行。
为保障脱硝效果与系统运行稳定性,垃圾焚烧厂应用该技术时需把控基础烟气工况条件。烟气粉尘颗粒浓度需控制在≤10mg/m³、SO₂浓度≤60mg/m³,脱硝前建议将SO₂控制在≤30mg/m³,避免催化剂中毒;烟气温度≤100℃时水分含量控制在12%左右,温度>100℃时水分要求可逐步放宽,做好设备保温即可;80℃以上喷入氨水时,需确保氨源与烟气充分雾化混合。
超低温SCR脱硝技术针对性解决了垃圾焚烧厂低温烟气脱硝的行业痛点,在实现高效脱硝的同时,兼顾节能降耗与系统适配性,无需大规模改造现有工艺,助力垃圾焚烧企业以低成本实现烟气NOₓ达标排放,契合绿色环保运营要求。







 赣公网安备 36010602000103号
赣公网安备 36010602000103号
